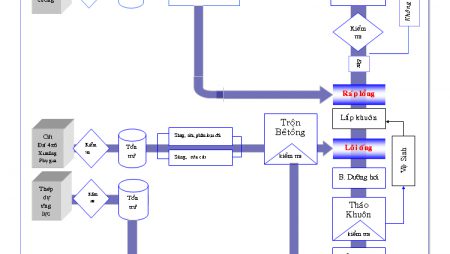
QUY TRÌNH SẢN XUẤT
ỐNG BÊTÔNG NÒNG THÉP DỰ ỨNG LỰC
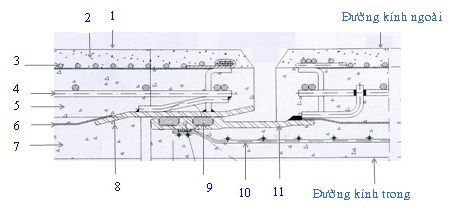
Ống bê tông nòng thép dự ứng lực được cấu tạo:
– Lớp lõi ống bằng bê tông, ở giữa bê tông là ống thép hàn (nòng thép),
– Lớp thép cường độ cao quấn quanh lõi ống tạo ứng lực xuyên tâm,
– Lớp bê tông phủ bảo vệ thép quấn.
1. CHẾ TẠO NÒNG THÉP
 1.1. Tạo vành miệng dương
1.1. Tạo vành miệng dương
Thép tấm định hình cắt theo chiều dài quy định, cuốn tròn, hàn giáp mí, nong định cữ theo kích thước quy định bằng máy nong vành miệng.
 1.2.Tạo vành miệng âm
1.2.Tạo vành miệng âm
Thép tấm (6×180) mm cắt theo chiều dài quy định, cuốn tròn, hàn giáp mí, tạo hình bằng máy tạo hình vành miệng âm, nong định cữ theo kích thước quy định bằng máy nong vành miệng.
 1.3.Tạo lồng thép
1.3.Tạo lồng thép
Thép Þ8 được quấn thành những vòng tròn theo đường xoắn ốc, có đường kính và khoảng cách theo yêu cầu trên máy tạo lồng. Các vòng thép này được cố định bằng các thanh xuơng bằng thép Þ 10, hàn theo đường sinh.
 1.4 Tạo ống thép:
1.4 Tạo ống thép:
Thép tấm 1,5 mm cắt theo chiều dài quy định, cuốn tròn bằng máy cuốn, hàn giáp mí bằng máy hàn dọc thành các khoanh ống thép, các khoanh ống thép này được đưa vào máy nong để tạo âm-dương hai đầu.

1.5 Lắp ghép vành miệng vào khoanh ống thép
Vành miệng và khoanh ống thép được lắp ghép với nhau bằng thiết bị ghép vành miệng-nòng thép, hàn điểm, cố định chúng lại thành 02 bộ 01 bộ ở vành miệng âm và 01 bộ ở vành miệng dương).

1.6 Lắp ghép nòng thép
Nòng thép được lắp ghép âm-dương bằng các khoanh ống thép, trên thiết bị ghép nòng thép, theo trình tự: khoanh ống thép có vành miệng âm, đặt vào thiết bị, tiếp theo là các khoanh ống thép và cuối cùng là khoanh ống thép có vành miệng dương. Nòng thép khi lắp ghép hoàn chỉnh phải được kiểm tra sự chồng mí âm-dương, chiều dài theo quy định và hàn điểm, cố định lại thành khối.

1.7 Hàn vòng nòng thép
Nòng thép đã lắp ghép được vận chuyển đến máy hàn vòng, tiến hành hàn các đường ghép nối của các khoanh ống thép.

1.8 Thử áp lực nòng thép
Mỗi nòng thép được kiểm tra độ kín nước trên máy thử áp lực nòng thép. Các nòng thép có sửa chữa đều phải kiểm tra lại để bảo đảm nòng thép hoàn toàn kín nước khi chuyển sang khâu khác.

1.9 Lắp đặt lồng thép vào nòng thép
Lồng thép được lắp đặt vào nòng thép, cố định bằng hàn điểm vào vành miệng âm và vành miệng dương.
2. CHẾ TẠO LÕI

2.1 Chuẩn bị khuôn
Khuôn lõi được cấu tạo: khuôn trong & khuôn ngoài, có cấu trúc hình trụ có khớp nối để dễ dàng tháo lắp, vách khuôn được máng các đầm rung vận hành bằng khí nén. Khuôn sau khi vệ sinh và thoa dầu tháo khuôn, được đặt vào hố đúc theo trình tự: khuôn trong, tiếp theo là nòng thép và cuối cùng là khuôn ngoài.
 2.2 Bêtông đúc lõi
2.2 Bêtông đúc lõi
Bêtông được trộn trên Trạm trộn theo cấp phối đã tính toán, vận chuyển bằng xe con thoi, đổ vào phểu trên xe rót bêtông. Băng tải vận chuyển bêtông từ phểu đến nón phân phối bêtông vào trong khuôn. Trong lúc đó, các đầm rung được vận hành để đầm nén bêtông.

2.3 Bảo dưỡng bằng nhiệt hơi nước
Sau khi bêtông đã đổ xong, hơi nước được cấp trực tiếp vào trong khuôn để bảo dưỡng gia tốc bêtông.

2.4 Tháo khuôn, bảo dưỡng lõi bằng nước
Khi cường độ bêtông lõi đạt yêu cầu, khuôn được mở ra để lấy lõi ống đem đến hố bảo dưỡng, bảo dưỡng bằng phun nước.
 3. QUẤN THÉP
3. QUẤN THÉP
Các lõi có cường độ bêtông đạt yêu cầu sẽ được quấn thép (thép dự ứng lực nhập khẩu) tạo ứng lực xuyên tâm trên máy quấn thép.

4. PHỦ BÊTÔNG
Các lõi sau khi được quấn thép tiến hành phủ lớp bêtông bảo vệ lớp thép dự ứng lực. Bêtông phủ có cấp phối theo tính toán.

5. HOÀN THIỆN VÀ TỒN TRỬ
Vệ sinh và kiểm tra tình trạng ống;
Sửa chữa các khuyết tật (nếu có);
Sơn phủ bảo vệ thép, (sơn phủ bảo vệ bêtông nếu có yêu cầu);
Sắp xếp, tồn trử ống thành phẩm theo quy định